
Precision, custom-coated films play a critical role in many common applications. Take for example, the typical healthcare environment. Doctor’s offices, emergency rooms and even pharmacies are filled with advanced materials and technologies enabled by functional films.
Carestream Contract Manufacturing works with a variety of customers to deliver specialty-coated films for use within the healthcare industry. Below are some innovative examples, which show the depth and breadth that precision coating technologies play in our everyday world.
 First, let’s take a look in the laboratory. Whether evaluating cholesterol or hemoglobin levels, laboratory technicians use a wide variety of methods based on scientific principles and concepts to test the analytes or substances that are of interest. Some lab testing approaches such as pipetting of chemical reagents are more time-consuming than others.
First, let’s take a look in the laboratory. Whether evaluating cholesterol or hemoglobin levels, laboratory technicians use a wide variety of methods based on scientific principles and concepts to test the analytes or substances that are of interest. Some lab testing approaches such as pipetting of chemical reagents are more time-consuming than others.
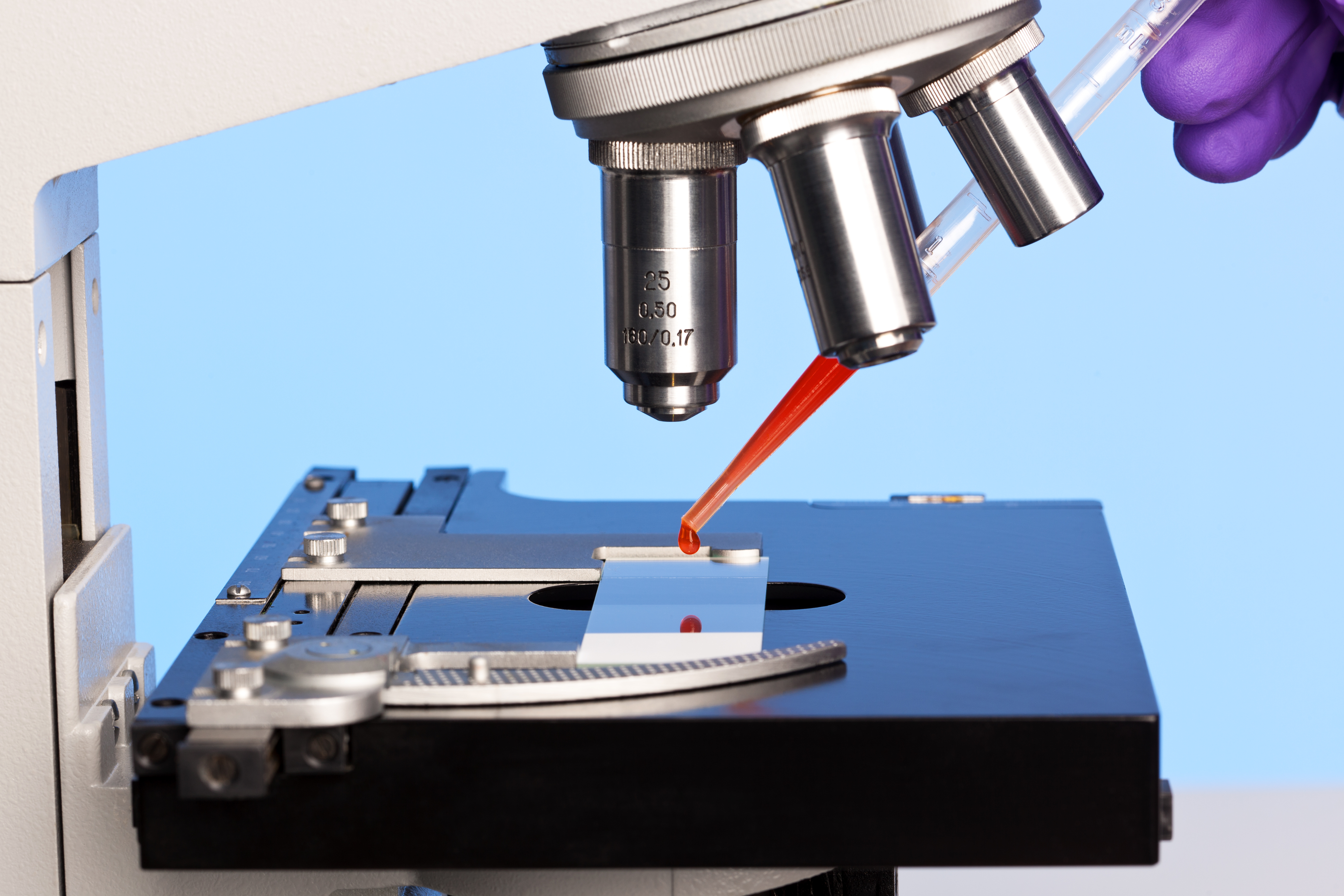
To improve laboratory processes, blood-testing slides in which the chemistry is a part of a coated film have been developed. Ultra-clear polyester films are a key component of these novel slides. A custom combination of specialty primers is applied to the polyester film to adhere the required coatings to the blood-testing slides.
When the automated analyzer places a drop of blood onto a slide, an enzymatic reaction takes place that ultimately translates into a color signal. The color is then read via transmitted light and translated into the analyte result of each respective test. For instances where this approach can be used, the result is significant time and cost savings.
Next, let’s move to hospitals, which require substantial amounts of electricity to maintain 24-hour care. Every room – from the reception area to the exam room to the surgical unit – needs efficient lighting sources that deliver the proper light for medical examination and testing.
 LED illumination provides significant energy savings with fixtures rated to operate for 50,000 or more hours, as well as sustained visual quality over time as the color of the light output (as measured by the color rendering index, or CRI) remains equal throughout the lamp’s lifetime.
LED illumination provides significant energy savings with fixtures rated to operate for 50,000 or more hours, as well as sustained visual quality over time as the color of the light output (as measured by the color rendering index, or CRI) remains equal throughout the lamp’s lifetime.
Phosphor coated film screens have long been used to transform x-rays into visible light to ultimately decrease patient radiation exposure in medical imaging. In a similar way, phosphor coating technology is increasingly being used to transform traditional blue light LEDs into a more broad-spectrum white light for general room lighting.
In addition to coating phosphor onto the LED bulb, contract coaters have also developed manufacturing technologies that enable the application of a phosphor film directly onto the light-emitting surface of LED chips, requiring far less surface than the bulb itself. These phosphor pre-formed films open the path to wafer-level packaging of LED chips, for a more efficient, reliable and cost-effective approach. Such advantages combined with the lowering costs of LEDs have set the stage for growing use of LEDs within the healthcare environment.
Last, let’s move to the pharmacy. The ability to resist the penetration of moisture and gasses is vital for pharmaceutical products sold in blister packs. Moisture barrier materials are normally applied as coatings to help protect these and other products from reduced efficacy or lost functionality altogether.
 Pharmaceutical packaging tends to use blister films with permeability measured in cc’s of oxygen per square meter, per day, or grams of moisture getting through the barrier described as Water Vapor Transmission Rate (WVTR) in grams per day.
Pharmaceutical packaging tends to use blister films with permeability measured in cc’s of oxygen per square meter, per day, or grams of moisture getting through the barrier described as Water Vapor Transmission Rate (WVTR) in grams per day.
Barriers for this type of packaging tend to be in the 10-1 to 10-2 or 0.1-0.01 range. Barrier films are tested using precision equipment where specific temperature and humidity conditions are applied to the substrate on one side of a chamber, and measurement occurs on the other side.
Pharma barrier films typically require multiple coated layers to achieve high barrier performance – a primer, several barrier layers and a protective topcoat. A company with a pharmaceutical film application can save significant time and money by partnering with a contract manufacturer for precision multi-layer coating.
In closing, functional films play a large role in the development of many medical and pharmaceutical products. Creating high-quality medical and pharmaceutical films involves numerous complex variables and stringent quality guidelines, which require proper metrics and film quality inspection methods. Contract manufacturers with established coating processes and experience with the unique demands of medical/pharmaceutical applications are helping to bring a wide range of new and improved products to the healthcare industry.